
1 钣金(Sheet Metal)
钣金加工的基本准则包括重要的设计考虑因素,以帮助改善零件的可制造性,改善外观并减少总体生产时间。

2 基本原则
钣金加工几种方式:冲压,切割,折弯。
3D文件将转换为机器代码,从而控制机器将纸张精确切割并形成最终零件。
由于零件由单片金属制成,因此设计必须保持均匀的厚度。
确保遵循设计要求和公差,以确保零件更接近设计意图并切割金属板。
3 折弯
折弯是由折弯机进行的,折弯机可以自动或手动加载。根据工艺要求,可以提供各种尺寸和长度(20-200吨)的折弯机。
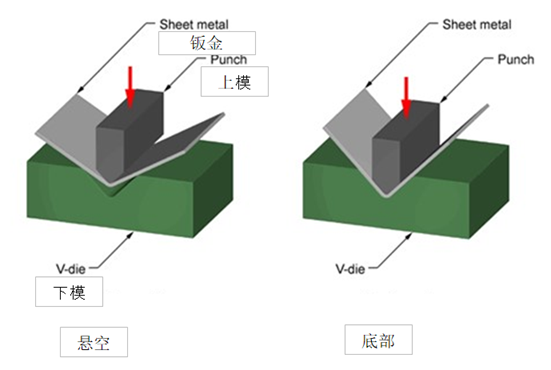
折弯机包含一个上模(称为冲头)和下模(称为模具),在其间放置钣金。
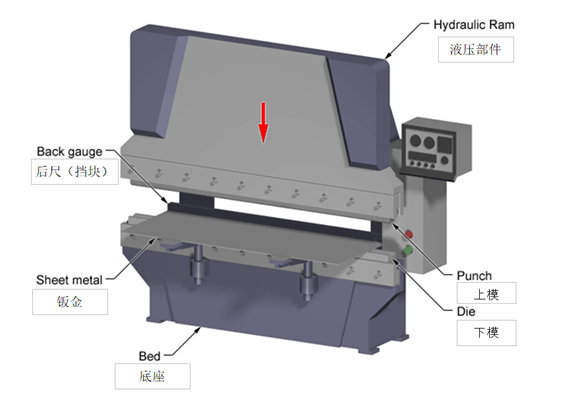
钣金件放置在两者之间,并由后挡块固定在适当的位置。弯曲角度取决于冲头将板材压入模具的深度。精确控制该深度以实现所需的弯曲。通常将标准工具用于冲头和模具。
按强度增加的顺序,模具材料包括硬质木材,低碳钢,工具钢和碳化钢。
4 关键参数
工程师在设计弯曲时需要遵守机械准则。可以通过参数来表征弯曲。在CAD软件中设计钣金时,需要考虑的一些关键尺寸是钣金厚度t,k因子和折弯半径r。
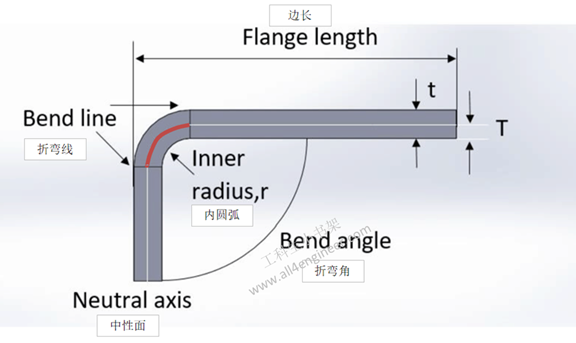
K系数–中性面在材料中的位置,以中性轴T的距离与材料厚度t之比计算得出。K系数取决于材料,弯曲角度等,其公式为:K=T/t
K的值可以从弯曲零件的3个样本的平均值中计算出K因子,并将折弯容差,折弯角度,材料厚度和内半径的测量值代入以下公式:
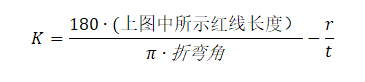
常见的K系数:
