
1 PC(聚碳酸酯)
图 1
1.1 什么是PC?
聚碳酸酯(Polycarbonate)是一种高性能的坚韧,无定形和透明的热塑性聚合物,其有机官能团通过碳酸酯基团(-O-(C=O)-O-) 连接在一起,并具有独特的性能组合。
- 无定形材料, 意味着它不表现出结晶固体的有序特征。通常,无定形塑料表现出逐渐软化的趋势(即,它们在其玻璃化转变温度和熔点之间具有较宽的范围),而不是表现出从固态到液态的急剧转变,就像在结晶聚合物中那样。
聚碳酸酯最早由德国拜耳公司的H.Schnell博士和美国通用电气公司的D.W福克斯,于1953年制备。PC有片料和圆料两种,因此非常适合在铣床或车床上进行减法加工。颜色通常限于透明,白色和黑色。用透明原料加工的零件通常需要进行一些后期处理,以去除工具痕迹并恢复材料的透明性。
1.2 PC的特点
- 韧性和高冲击强度——聚碳酸酯具有很高的强度,使其能够抗冲击和断裂,并在要求高可靠性和高性能的应用中进一步提供安全性和舒适性。聚合物的密度为1.2–1.22 g / cm3),在140°C和-20°C的温度下均保持韧性。
- 透射率——PC是一种非常透明的塑料,可以透射超过玻璃的90%的光。聚碳酸酯薄板有多种色调可供选择,可以根据最终用户的应用进行定制。
- 轻便性(与玻璃相比)——此功能几乎为OEM提供了无限的设计可能性。该属性还可以提高效率,简化安装过程并降低总体运输成本。
- 防紫外线辐射——聚碳酸酯可以设计为阻止紫外线辐射,并提供100%的防护以防止有害的紫外线。
- 光学性质——PC具有非晶态结构,具有出色的光学性质。透明聚碳酸酯的折射率为1.584。
- 耐化学性——聚碳酸酯对稀酸,脂族烃和醇具有良好的耐化学性;对油脂有中等的耐化学性。 PC容易受到稀碱,芳族和卤代烃的攻击。制造商建议使用某些不影响其化学性质的清洁剂清洁PC板。它对研磨性碱性清洁剂敏感。
- 耐热性——提供良好的耐热性,聚碳酸酯在高达135°C的温度下具有热稳定性。通过添加阻燃剂而不影响材料性能,可以进一步提高耐热性。
1.3 PC 的优点
- 高度透明。提供与玻璃一样的透光性
- 即使在低至-20°C的条件下仍具有很高的韧性
- 高达140°C的高机械保持力
- 固有阻燃性
- 提供良好的电绝缘性能,不受水或温度的影响
- 具有良好的耐磨性
- 可以承受反复的蒸汽灭菌
1.4 PC 的缺点
- 容易受到碳氢化合物和碱的攻击
- 在60°C以上的水中长时间暴露后,其机械性能开始下降
- 处理前需要适当干燥
- 低疲劳强度
- 暴露于紫外线后发黄趋势
- 尽管聚碳酸酯以其高抗冲击性而闻名,但它很容易被刮擦。由于这个原因,一副眼镜中的透明表面(例如聚碳酸酯镜片)通常会涂上一层耐刮擦的保护层。
1.5 优化性能
由于PC与某些聚合物显示出优异的相容性,因此被广泛用于共混物中,通过添加剂或热塑性共混物来优化性能。例如PC / ABS,PC / PET,PC / PMMA。
- 添加玻璃纤维或碳纤维增强材料可以改善聚碳酸酯的抗蠕变性。 5-40%的GF增强材料可以在高达98.9°C (210°F)的温度下将抗蠕变性提高到28 MPa。与标准PC等级相比,增强等级的拉伸模量,弯曲强度和拉伸强度更好。
- 添加添加剂可以改善阻燃性,热稳定性,紫外线和颜色稳定性以及其他一些性能。涂覆的聚碳酸酯板还显示出更好的耐候性,耐擦伤性和耐化学性。
- 基于苯并三唑的稳定剂可用于稳定PC抵御紫外线并防止紫外线降解。
- 已知基于亚磷酸酯的稳定剂可有效地改善聚碳酸酯的热稳定性。
- 多种阻燃剂(例如卤化,磷基和硅基)被广泛用于实现所需的UL性能,提高LOI并降低PC产品的燃烧热。
- 聚碳酸酯共混物在商业上成功地提供了性能和生产率之间的适当平衡。
- PC /聚酯共混物:这些合金适用于需要高耐化学性的应用。由于PBT具有较高的结晶性能,因此PC / PBT共混物比PC / PET共混物具有更高的耐化学性,而PET共混物则具有更高的耐热性。
- PC / ABS混合物:PC的韧性和高耐热性与ABS的延展性和可加工性相结合,提供了优异的性能组合。
1.6 如何生产PC?
1.6.1 聚碳酸酯是通过双酚A(BPA; C15H16O2)和光气(COCl2)的缩聚反应制得的。

图 2
1.6.2 生产聚碳酸酯零件的常用方法:
- 挤压成型
- 注塑成型
- 吹塑成型
- 热成型
将PC熔化并用高压压入模具中,以得到所需的形状。强烈建议在加工前干燥:在120°C下2-4小时。目标含水量最大不得超过0.02%。
为了避免材料降解,取决于所选的熔融温度,理想的最大停留时间在6至12分钟之间。聚碳酸酯加工中涉及的两种主要技术是注塑和挤压。
1.6.3 注塑成型是生产聚碳酸酯及其混合物制成的零件的最常用方法。
由于聚碳酸酯是高粘性的,因此通常在高温下加工以降低其粘度。在此过程中,热的聚合物熔体被高压压入模具中。当模具冷却时,赋予熔融聚合物所需的形状和特性。此过程通常用于制造聚碳酸酯瓶,盘子等。由于聚碳酸酯是流动性较差的塑料,因此壁厚不应太薄。
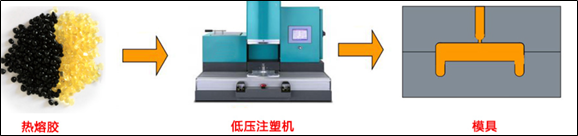
图 3
- 注塑成型加工聚碳酸酯时需要遵循的准则:

表 1
- 挤压成型,聚合物熔体穿过型腔最终成型。冷却时的熔体达到并保持所获得的形状。该工艺用于制造聚碳酸酯板,型材和长管。建议挤压成型参数:
- 挤出温度:230-260°C
- 推荐的L / D比为20-25
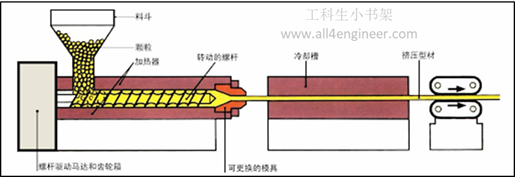
图 4
1.7 应用举例
家电类: 例如冰箱,空调,咖啡机,食品搅拌机,洗衣机,吹风机蒸汽熨斗水箱等
汽车/运输业: PC轻巧透明,可用于创造醒目的设计并通过减轻重量而不影响耐用性和改善车辆的空气动力学性能来提高车辆效率。 其高耐热性使其可用于灯罩,前照灯挡板和透镜。 PC混合物具有坚固性和出色的抗蠕变性,因此最适合用于汽车的内部和外部车身部件。
建筑业;医疗器械;消费产品等行业。
1.8 材料属性参数

表 2
